¡Nosotros te llamamos!
Solicítalo y nuestro equipo te llamará para valorar en qué podemos ayudarte.
Solicítalo y nuestro equipo te llamará para valorar en qué podemos ayudarte.
Solicítalo y nuestro equipo de ingenieros realizará una visita a tu empresa o negocio para valorar en qué podemos ayudarte.


Caso de éxito sector calzado: Plan de choque en 5 meses. Ingeniería y consultoría. Nuestra Caso de éxito sector calzado. La empresa se dedica a la fabricación para terceros. En el año 2008 con el colapso financiero y el hundimiento del sector pierden a sus principales clientes, que pasan a comprar en el exterior. Para sobrevivir afrontan una reestructuración de la plantilla y se especializan en la fabricación de series cortas contra pedido, incluyendo entre sus clientes a compañías de origen extranjero que venden on-line. Actualmente, la compañía cuenta con una plantilla de 30 trabajadores y una facturación de 5 millones de €.
Cuando la Gerencia se puso en contacto con RESULTAE nos encontramos con una compañía con una estructura mínima que le había permitido reducir sus costes al mínimo para atravesar el periodo de crisis, pero con una falta de capacidad para controlar sus resultados (capacidad requerida, rendimiento por secciones, previsión dinámica de ventas….) y para proyectarse hacia el futuro.
En esta situación el planteamiento acordado con la empresa fue un “tratamiento de choque» para en el plazo de 5 meses y con un gasto ajustado abordar:
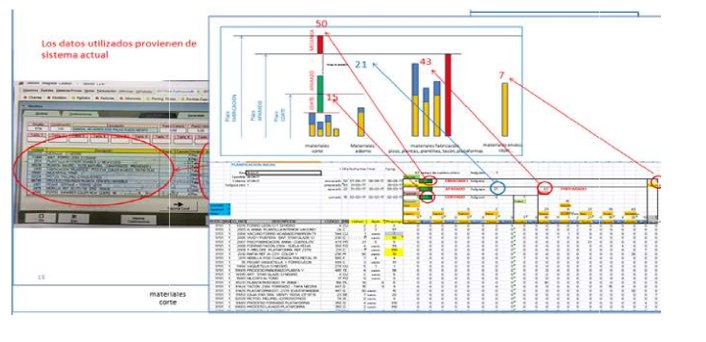
En la sección de Corte nos encontramos con máquinas de corte con brazo controlado por ordenador, pero a pesar del supuesto potencial de dichas máquinas la empresa seguía sacando material a terceros para cortar y se apreciaban muchas paradas de máquina.
El principal motivo de paro era un desequilibrio entre la dotación de las máquinas dedicada a operar el corte y el personal dedicado a recoger las piezas.
Esto ocasionaba paros en las máquinas para que los cortadores pudieran ayudar a recoger.
Se comprobó que dichas máquinas generaban reportes en forma de ficheros planos, que contenían información sobre las fecha, hora, duración y tipo de operación que realizaba la máquina.
Para aprovechar esa información se crearon unas macros en EXCEL que permitieron crear un indicador de rendimiento de las máquinas por máquina y turno (t de corte/t de operación de la máquina).
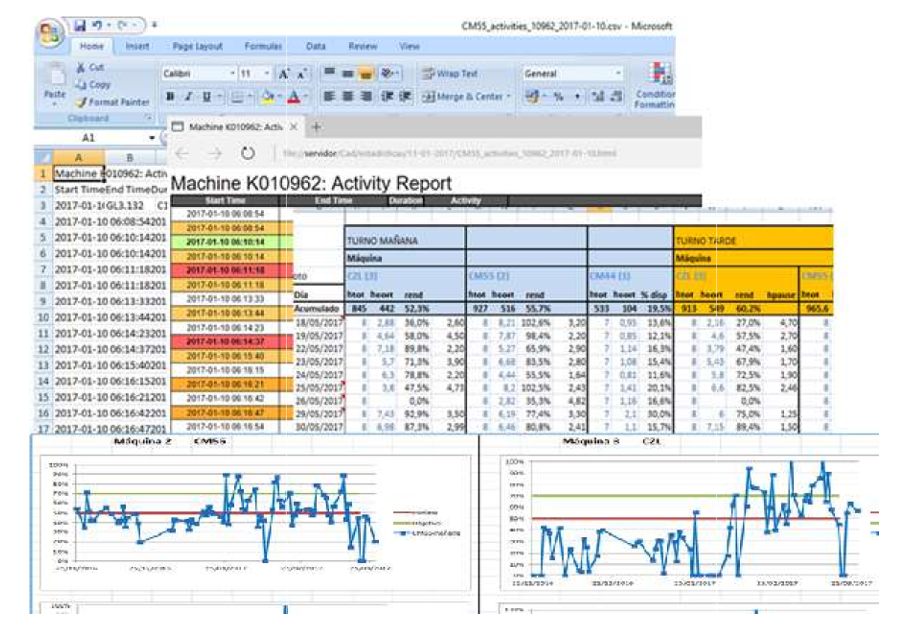
Con estos indicadores y los reports de las operaciones al alcance del Jefe de Sección se empezaron a realizar acciones para analizar con el equipo como incrementar el rendimiento: reducción de pausas largas, mejoras en las herramientas, forma de ejecutar los relevos…
Además se montaron de reuniones de seguimiento diarias (tiempo máximo 5 min, en el relevo) para que todo el equipo recibiese y comentase los resultados y motivos del rendimiento del día anterior
Los motivos eran:
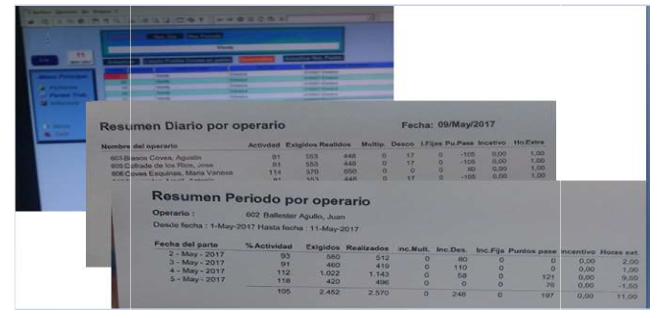
Al trabajar contra pedido, el número de pares fabricados ha de ser exacto, por tanto cuando en cada sección se descubre un defecto y/o que la producción no es suficiente, se emite una orden urgente de “faltas” que ha de avanzar por toda la cadena de producción para reunirse con la orden afectada. El problema era que no se conocía la cantidad de faltas que se producían y por tanto su coste e impacto en la compañía. Por otra parte no había un trabajo sistemático para reducir estas faltas pese a la magnitud de su incidencia (se estimó aprox. un 60% de las órdenes). Hay que señalar que tal cantidad de mini-órdenes urgentes no solamente tenía consecuencia a nivel de coste sino que generaba retrasos e interrupciones en todas las secciones.
Por tanto lo primero que se hizo es reformar el sistema informático que se utilizaba para emitir las mini-órdenes para conseguir que absolutamente todas fuesen registradas y para que quedara constancia de los siguientes datos:
Utilizando los datos generados y los ya disponibles con la forma de registrar antigua se empezó a trabajar en las causas de las faltas en una nueva reunión de trabajo por parte de los R. de Sección (una vez a la semana, tiempo máximo 1 hora). Esta reunión se había creado durante el proyecto como medio para coordinar a los R. de Sección en la detección de problemas, implantación de medidas de mejora, además de para mejorar la comunicación entre ellos.
Hasta el momento las responsabilidades de dirección de la Fábrica recaían en el Gerente y propietario, quien además también dirigía al equipo de Diseño y Comercial. La profesionalidad y veteranía en el sector del Gerente había mantenido cohesionado al equipo, pero era evidente que el día no tenía bastantes horas para él. Por tanto se apostó por promocionar a una chica joven de Administración que además de gozar de la confianza de la Dirección, tenía formación técnica.
El equipo de RESULTAE acompañó, formó y orientó a esta persona para ocupar el puesto de Directora de Fábrica. Además se diseñaron e implementaron herramientas para el desempeño del puesto:
Se analizó el ciclo del producto desde que el cliente manifiesta su interés hasta que se entrega. Para reducir el tiempo de ciclo se decidió acortar el tiempo necesario para la industrialización del producto mediante la mejora de los procesos administrativos en el diseño.
Para ello se incluyeron los componentes dados de alta en la base de datos de producción en la base de datos usada para el seguimiento de los nuevos desarrollos, dándoles además una estructura por familias y dando de alta subconjuntos típicos (combinaciones de piso horma y otros componentes). Ello permitió simplificar el dar de alta los diseños, y eliminar el proceso administrativo (y su tiempo asociado) para trasladar los diseños a fichas de producto fabricables.
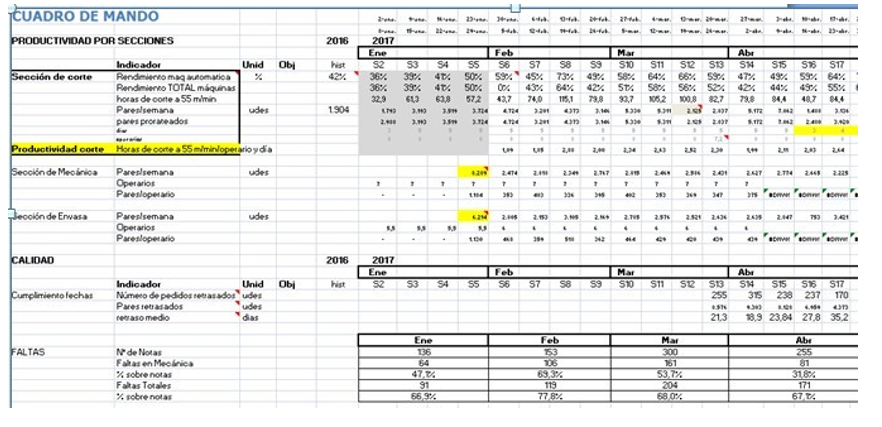
Se implantó un cuadro de mandos para Gerencia compuesto por:
Se estudió la cuenta de resultados para analizar los costes. Al estar compuesto más del 60% del coste del producto por materiales y procesos externos se intentó cruzar los datos de ingresos por pedido con los datos de escandallo y/o consumo de materiales por orden de fabricación. Ante la imposibilidad para hacerlo con los datos existentes en los Sistemas de Información, se aconsejó la implantación de un sistema ERP que aglutinase todos los datos de la empresa e incluir los datos necesarios para conseguir esta información. Esto es vital para estudiar rentabilidad por clientes y por tipos de producto para conseguir mayores rentabilidades del negocio.
Se ayudó a la empresa a seleccionar varios programas candidatos y se les acompañó en las visitas de los fabricantes para su valoración
Por otra parte se hizo un análisis de la situación financiera y se orientó sobre el uso de ratios financieros.
El resultado no se hizo esperar y a los tres meses los cambios en la producción se empezaron a ver, y el rendimiento de la Sección de Corte y los pares producidos con la misma plantilla aumentó en más de un 40%, dejándose de sacar producción al exterior.

Con el incremento de la capacidad de corte, se comenzaron a detectar y solucionar tapones en las siguientes secciones hasta que se consiguió que el cuello de botella fuera única y exclusivamente la Sección de Mecánica y Envasado, la cual tuvo que ser reforzada para mantener el ritmo.
Además se quedó preparada la distribución de los puestos de trabajo y métodos tanto de la sección de Corte como de la de Mecánica y ENVASA para aumentar la capacidad total un 50% más en caso de aumento de Ventas (sin añadir turnos). También quedó acordada con D. de Fábrica las estrategias de variación de personal para hacer frente a la fuerte estacionalidad del negocio.
Se incrementó la participación de los empleados, utilizando el talento de todos en la resolución de los problemas y promoviendo la creatividad:
El proyecto para modificar la Base de datos de fábrica y gestionar colas y urgencias quedó diseñado y programándose por parte del proveedor de informática de la empresa.